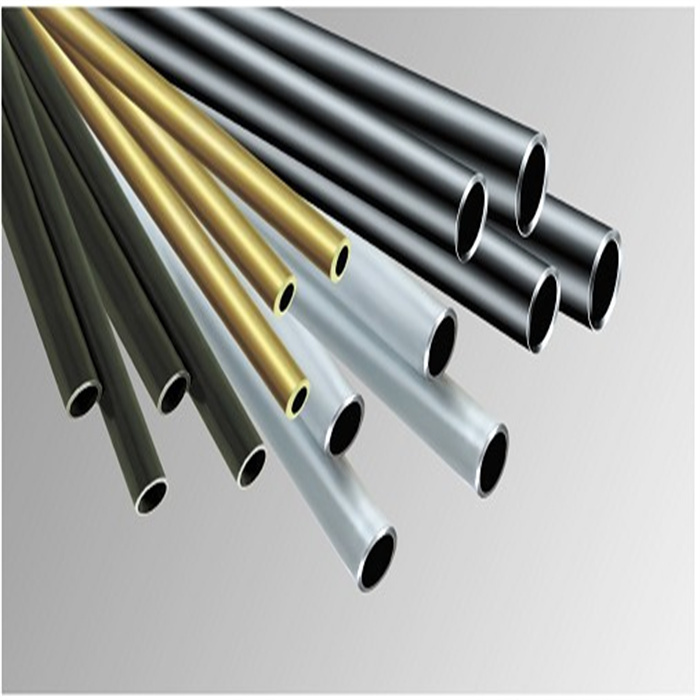
ST37 ST35 ST52 tub çeliku me precizion të lartë
Tub çeliku pa tegel Din 2391 (Din 2391, En 10305-1, en 10305-4, BS 6323 tub çeliku pa tegel precize NBK GBK)
Specifikim
| Standard | DIN2391 DIN1630 DIN2448 |
| Gradë | ST35/E235 ST37.4 ST45/E255 ST52/E355 |
| Kushti i dorëzimit | NBK(+N) BK(+C) GBK(+A) BKW(+LC) BKS(+SR) |
| Madhësia | OD: 4 deri në 219 mm Trashësia 0,5-35 mm, Gjatësia: 3m, 5,8,6 ose sipas kërkesave |
| Përfundo | Sipërfaqja e galvanizuar (Parkë/E verdhë/Me ngjyra) Veshje zinku prej 8-12 um |
| Aplikacion | Sistemi Hidraulik;Makinë/autobus;automjet ndërtimi |
| Koha e dërgimit | A.3 ditë nëse ky mall është mallra stok. B. Rreth 30 ditë sipas sasisë |
TRAJTIMET SIPERFAQESORE
1. Tubi i zhveshur (Pa shtresë): I ndritshëm dhe i lëmuar
A. E galvanizuar me argjend
B. E verdhë e galvanizuar
C. E veshur me jeshile ulliri
Trashësia e shtresës: 8-20um, Testi me spërkatje të kripur: 48-150 orë
3. Fosfat i zi
Fusha të ndryshme
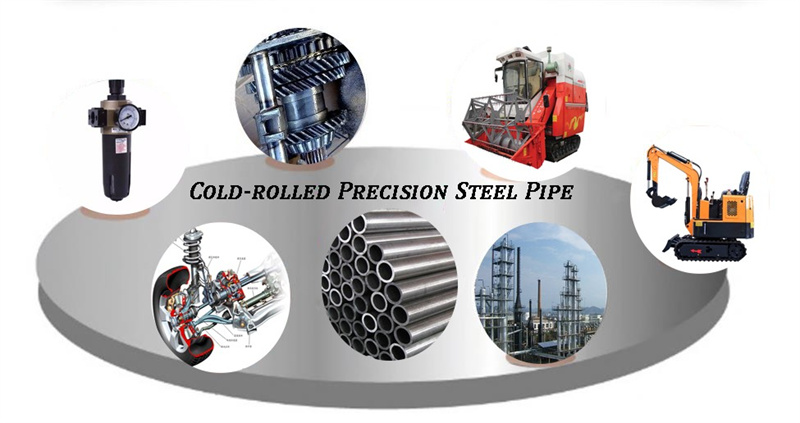
1. Fushat e automobilave
A. Linjat/grykat e injektimit të karburantit
B. Tubi CNG (gaz i kompresuar i natyrës)-- Presioni i shpërthimit: 1307 Bar, Presioni i punës: rreth 350 bar
C. Transmetimi me makinë: Elementet e kolonës drejtuese
D. Boshtet e marsheve, frena dore, boshtet e përparme, inhalatorët e airbagëve, stabilizuesit, lidhësit e sediljeve, boshtet e lëvizjes së rrotave të përparme
2. Fushat hidraulike
A. Qarqet hidraulike (HPL), linjat pneumatike dhe pezullimi hidraulik
B. Cilindrat hidraulikë (HPZ)
Përbërje kimike
| Klasa e çelikut | C | Si | Mn | P | S | Al | |
| Emri | Nr. | maksimumi | maksimumi | maksimumi | maksimumi | maksimumi | maksimumi |
| ST35 | 1.0308 | 0.17 | 0.35 | 0.4 (min) | 0,025 | 0,025 | - |
| ST45 | 1.0408 | 0.21 | 0.35 | 0.4 (min) | 0,025 | 0,025 | - |
| ST52 | 1.058 | 0.22 | 0.55 | 1.6 | 0,025 | 0,025 | - |
Vetitë mekanike
| Klasa e çelikut | Forca e rendimentit (Mpa) | Rezistenca në tërheqje (Mpa) | Zgjatja (%) | |
| Emri | Nr. | ReH (min) | Rm (min) | A (min) |
| ST35 | 1.0308 | 235 | 340 deri në 480 | 25 |
| ST45 | 1.0408 | 255 | 440 deri në 570 | 21 |
| ST52 | 1.058 | 355 | 490 deri në 630 | 22 |
Toleranca
| OD | Toleranca e lejuar | Tolerancë e veçantë | ||
|
| GB/T3639 | DIN2391 | OD | WT |
| 4mm-20mm | ±0.10 mm | ±0.08 mm | ±0,05 mm | ±0,05 mm |
| 20 mm-30 mm | ±0.10 mm | ±0.08 mm | ±0.08 mm | ±0.08 mm |
| 31mm-40mm | ±0,15 mm | ±0,15 mm | ±0.10 mm | ±0.08 mm |
| 41mm-60mm | ±0.20 mm | ±0.20 mm | ±0,15 mm | ±0,15 mm |
| 61mm-80mm | ±0,30 mm | ±0,30 mm | ±0.20 mm | ±0.20 mm |
| 81mm-120mm | ±0,45 mm | ±0,45 mm | ±0,30 mm | ±0,30 mm |
Kushti i dorëzimit
| Emërtimi | Simboli | Përshkrim |
| I përfunduar i ftohtë (i vështirë) | BK(+C) | Tubat nuk i nënshtrohen trajtimit termik pas formimit përfundimtar të ftohtë dhe, në këtë mënyrë, kanë një rezistencë mjaft të lartë ndaj deformimit |
| Mbarimi i ftohtë (i butë) | BKW | Trajtimi përfundimtar termik pasohet nga vizatimi i ftohtë që përfshin deformim të kufizuar.Përpunimi i duhur i mëtejshëm lejon një shkallë të caktuar të formimit të ftohtë (p.sh. përkulje, zgjerim) |
| (+LC) | ||
| Përfunduar me të ftohtë dhe lehtësuar nga stresi | BKS(+SR) | Trajtimi termik zbatohet pas procesit të fundit të formimit të ftohtë.Në varësi të kushteve të përshtatshme të përpunimit, rritja e sforcimeve të mbetura të përfshira mundëson formimin dhe përpunimin në një shkallë të caktuar. |
| Pjekja | GBK(+A) | Procesi i fundit i formimit të Ftohtë pasohet nga pjekja në një atmosferë të kontrolluar. |
| Normalizuar | NBK(+N) | Procesi i fundit i formimit të ftohtë pasohet nga pjekja mbi pikën e sipërme të transformimit në një atmosferë të kontrolluar. |
Sigurimi i cilësisë
1. I rreptë sipas DIN2391/EN10305 ose standard tjetër.
2. Mostra: Mostra është falas për testim.
3. Testet: Testi i spërkatjes së kripës / Testi i tërheqjes / Rryma e turbullt / Testi i përbërjes kimike sipas kërkesës së klientit
4.Certifikata: IATF16949, ISO9001, SGS etj.
5.EN 10204 3.1 Certifikimi
paketimi i produktit